Металовироби, що мають невеликий перетин і значну довжину: труби стрижні, рейки тощо, при контролі якості традиційним ультразвуковим методом вимагають значних витрат часу, що ставить задачу розробки нових методів і засобів.
Вирішити проблему можливо шляхом використання електромагнітно – акустичного (ЕМА) [1] способу збудження і прийому ультразвукових імпульсів радіального типу, які розповсюджуються вздовж найбільшої довжини металовиробу, заповнюючи весь його перетин [2]. Для заповнення всього об’єму виробу ультразвуковим полем доцільно використовувати прохідні ультразвукові перетворювачі безконтактного типу. При цьому слід використовувати зсувні ультразвукові хвилі, яким характерна висока виявляємость поздовжніх і поперечних дефектів [3].
Зважаючи на те, що циліндричні металовироби, які підлягають ультразвуковому контролю, мають малий діаметр і велику довжину, різний матеріал з якого вони виготовлені, то слід розглянути процес збудження і прийому ультразвукових імпульсів та визначити вимоги до ультразвукових хвиль радіальних напрямів, які повинні формуватися ЕМА перетворювачами (ЕМАП).
Моделювання процесу збудження і прийому ультразвукових поперечних хвиль радіальних напрямів ЕМАП виконано з використанням пакету програм COMSOL Multiphysics, спрощений варіант якого є у вільному доступі.
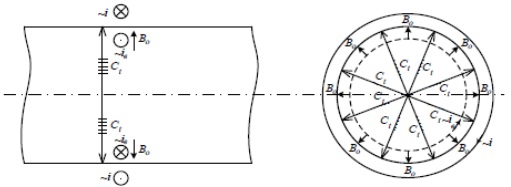
Фізичну модель прохідного ЕМАП наведено на рис.1.
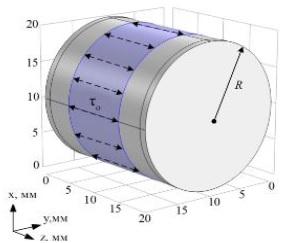
Рис. 1. Фізична модель роботи прохідного ЕМАП поперечних радіальних хвиль в перерізі прутка циліндричної форми
На рис.1 наведено: B0-індукція поляризуючого магнітного поля; ~і – сила струму в високочастотній котушці ЕМАП; ~ів – сила вихрового струму в поверхневому шарі металовиробу, яка збуджена струмом ~і; Сt - ультразвукові зсувні хвилі радіальних напрямків.
Основним фізичний механізмом збудження ультразвукових зсувних радіальних хвиль є сила Лоренца, яка виникає за рахунок взаємодії поляризуючого магнітного поля і високочастотного електромагнітного поля в поверхневому шарі електропровідного прутка. При цьому поперечні хвилі з радіальною поляризацією поширюються у всіх радіальних напрямках у площині перерізу перпендикулярної осі виробу, рис.2.
Рис.2. Фізична модель формування силових дій ЕМАП на пруток радіусом R
Моделювання процесу поширення поперечних хвиль по перерізу циліндра в тривимірної постановці представлено рис.2. Фахівці вважають, що збудження ультразвукових хвиль відбувається за рахунок застосування імпульсу дотичних напружень τ(t), які поступово розподілені по периметру циліндричного металовиробу.
Встановлено також, що величина та фаза створених напружень залежить від частоти збуджуючих ультразвукових коливань.
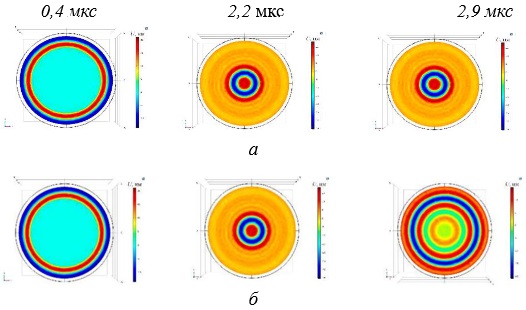
Результати чисельного моделювання процесу поширення поперечної ультразвукової хвилі, що збуджується прохідним ЕМАП наведено на рис.3. Дані показані для фронту ультразвукової хвилі в площині X0Y (а) і в площині Y0Z (б) у різні моменти часу для прутка діаметром 10 мм на частоті 2 МГц.
Рис.3. Результати моделювання хвилевого фронту ультразвукових зсувних радіальних хвиль у виробі в вигляді циліндра в площині X0Y (а) і площині Y0Z (б) в різні моменти часу від початку збудження
З наведених даних видно, що у радіальній площині переріз фронт хвилі є сферичним. При цьому в осьовій площині перерізу має форму близької за формою до фронту плоскої хвилі з концентрацією інтенсивності в перетині прутка. Таким чином, прохідний ЕМАП формує в циліндрі ультразвукову хвилю, що послаблюється за законом циліндричного фронту вздовж металовиробу.
Для перевірки результатів досліджень металовиробу було виготовлено експериментальний макет, основу якого складав прохідний ЕМАП, зображення якого наведено на рис. 4.
Рис. 4. Варіант роздільного включення ЕМАП та п’єзоелектричного перетворювача при дослідженнях
В якості дослідного зразка використано циліндричний пруток з сталі 40Х діаметром 43 мм.
При дослідженнях ЕМАП прохідного типу, який розміщений поблизу торця зразка і випромінює зсувні хвилі з коливаннями в радіальних напрямках з осьовою поляризацією. У поєднаному режимі ЕМАП реєструє серії імпульсів багаторазових перевідбиттів по діаметру зразка, рис.5. У роздільному режимі ЕМА випромінювання та прийомі п'єзоперетворювачем осьову компоненту зсувів, випромінюваних ЕМАП, реєструється за допомогою традиційного серійного п'єзоперетворювача П111-2,5-12 у вигляді поздовжньої хвилі, випромінюваної у прямому напрямку, і відбитої від протилежного торця. Приймальний перетворювач інтегрує осьову компоненту поля ЕМА перетворювача в межах апертури п'єзоперетворювача (12 мм).
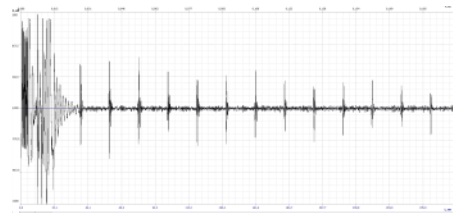
Рис. 5. Часова розгортка перевидбиттів ультразвукових зсувних радіальних хвиль від торців зразка при використанні ЕМАП в суміщеному режимі
Отримані в ході моделювання результати (рис. 3) задовільно узгоджуються з експериментальними даними. Досліджені закономірності свідчать про те, що чутливість дзеркально – тіньового методу (ДТМ) на багаторазових відображеннях до внутрішніх дефектів, розташованих у центральній області об'єкта, вища, ніж до поверхневих та підповерхневих дефектів. При цьому чутливість до дефектів значною мірою залежить від характеристик об'єкта та параметрів контролю, що слід враховувати при формуванні критерію дефектності з використання дзеркально – тіньового методу.
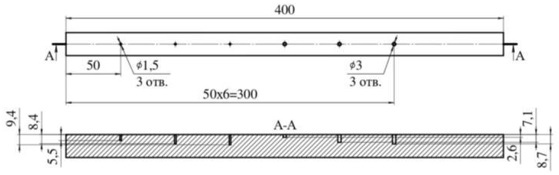
З метою отримання вибірки інформативних параметрів ДТМ багаторазових відображень виготовлені зразки з сталей 03Х14Н7Б і 38ХГМ з різною ефективністю ЕМА перетворення з виготовленими в них моделями дефектів у вигляді плоскодонних свердлінь радіальних напрямків різних діаметрів та різною глибиною, рис. 6.
Рис.6. Конструкція дослідних зразків для дослідження виявляємості скрізних та плоскодонних дефектів в прутках, виготовлених з різною глибиною в радіальному напрямку
Зважаючи на те, що прохідний ЕМАП формує ультразвукові імпульси хвиль з фокусуванням по центру, ослаблення сигналу істотно залежить не тільки від розміру дефекту, а й від положення дефекту щодо центру циліндричного зразка (збільшується з наближенням моделі дефекту до центральної осі зразка). З метою врахування спільного впливу діаметра дефекту та глибини його залягання на ослаблення серії імпульсів багаторазових відображень запроваджено поняття узагальненої характеристики дефекту G, що визначається діаметром дефекта і глибини свердління.
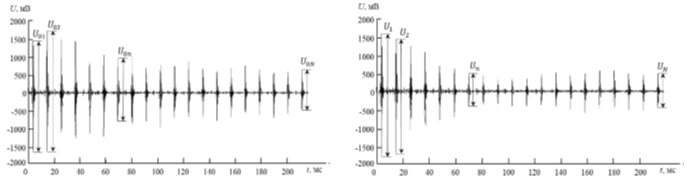
В результаті експериментальних досліджень отримані часові розгортки, один з прикладів яких наведено на рис. 7 [2]. На рисю 7а наведено часову розгортку при відсутності в зразку стрижня моделі дефекту. На рис. 7 б наведено часову розгортку при наявності в зразку стрижня моделі дефекту діаметром 1,5 мм з глибиною свердління 8,4 мм. Аналіз отриманих даних дає можливість зробити висновок, що наявність в прутку дефекту приводить до суттєвого зменшення амплітуди U1… Un в послідовності перевідбиттів ультразвукових імпульсів по діаметру циліндричного виробу. Очевидно, що величина амплітуди прийнятих ультразвукових імпульсів може бути бракувальним критерієм.
Рис.7. Часові розгортки при відсутності в зразку стрижня моделі дефекту (а) та (б) часова розгортка при наявності в зразку стрижня моделі дефекту діаметром 1,5 мм з глибиною залягання 8,4 мм.
Висновок. Використання дзеркально тіньового ЕМА методу ультразвукового контролю дає можливість підвищити виявляємость дефектів циліндричних довгих металовиробів з високою продуктивністю.
Список літератури
1. G. M. Suchkov, V.F. Bolyukh, A.I. Kocherga, R. P. Mygushchenko, O. Yu. Kropachek, Increasing the efficiency of the surface-mounted ultrasonic electromagnetic-acoustic transducer due to the magnetic field source. Технічна електродинаміка. № 2, 2023, с. 3–8.
2. Брестер А.Ф. Інформативні параметри акустичного дзеркально-тіньового методу контролю бігаторазових відбиттів при контролі пруткового металопроката малих діаметрів. Автореф. к.т.н. 2023. 27 с.
3. Плєснецов С.Ю. Розвиток методів та засобів для електромагнітно-акустичного контролю стрижневих, трубчастих та листових металовиробів: автореф. дис. докт. техн. наук: 05.11.13. Харків. 2021. 40 с.
|