Постановка проблеми.
Процес дозування (обліку) матеріалу є складний багатофакторним процесом. Дозування відрізняється як від простого зважування, так і від порційної об’ємної подачі матеріалу, оскільки потрібно враховувати як особливості матеріалу так і особливості технологічних ліній – а саме продуктивність.
Дозування сипучих матеріалів здійснюється в основному об’ємним або ваговим методом. Об’ємний метод полягає у відмірюванні матеріалу ємністю певного атестованого об’єму. Він реалізується простішими за конструкцією та експлуатацією приладами. Проте варто відзначити, що властивості сипучих матеріалів, а саме нестабільне ущільнення при заповнені, дуже сильно впливають на точність.
Ваговий метод є точнішим, оскільки маса дози не залежить від густини, сипучості, розміру частинок та інших параметрів продукту.
Рекомендації вибору типу дозатора безперервної дії повинні ґрунтуватись як на особливостях матеріалу так і на практичному досвіді експлуатації дозаторів.
Мета дослідження.
Метою дослідження є оцінка факторів вибору типу дозаторів безперервної дії.
Завданням дослідження є порівняння стрічкового дозатора безперервної дії відносно інших дозаторів, визначення переваг та недоліків різних типів дозаторів безперервної дії відносно властивостей продукту.
Аналіз досліджень.
Стрічкові ваги (дозатори) – це лише один із типів вимірювальних приладів маси в сімействі безперервного зважування сипучих матеріалів. Вони можуть використовуватися скрізь, де безперервний потік матеріалу неможливо зупинити. [1].
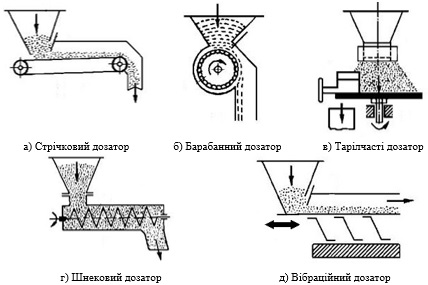
Варто зазначити що стрічковий дозатор має ряд переваг та недоліків відносно інших типів дозаторів (рисунок 1), більшість яких пов’язані з особливостями продукту який обліковується.
Рисунок 1. Принципові схеми дозаторів безперервної дії
Повне визначення точності вимірювання дозаторами передбачає не лише визначення їх технічних та метрологічних характеристик, але й розуміння способів дії несприятливих факторів, що існують у певних частинах вимірювальної системи, які змінюють умови процесу вимірювання маси, що є причиною певного ступеня невизначеності вимірювання.
Практичний досвід показує, що фактична точність вимірювання маси значно нижча за теоретичну.
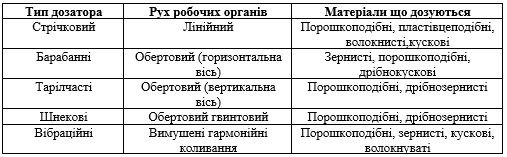
Характеристика дозаторів безперервної дії [2,4] наведена в таблиці 1 .
Таблиця 1.
Аналізуючи таблицю 1 можна зробити висновок, що стрічкові дозатори є найбільш універсальними, проте варто врахувати особливості середовища та матеріалів а також конструктивні особливості дозаторів.
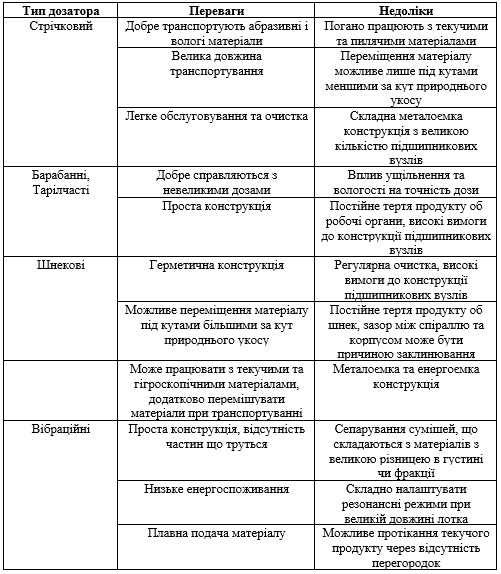
Якщо порівнювати стрічковий та шнековий дозатор (таблиця 2) відносно висоти підйому матеріалу то шнековий дозатор має перевагу через конструкцію (гвинт в трубі). Кут підйому матеріалу в стрічковому дозаторі можна збільшити за рахунок ребер або ж ківшів. Проте стрічковий дозатор має перевагу на шнековим в довжині транспортування матеріалу.
Таблиця 2.
Герметичність шнекового дозатора [3] вимагає наявності ревізійних та очисних люків, в той час як стрічковий транспортер легко обслуговувати та очищати. У випадку аварійної ситуації матеріал може залишатись на стрічці транспортеру навіть якщо від має здатність накопичувати вологу. Це може призвести до збільшення пускового навантаження, але аж ніяк до поломки. У випадку з шнековим дозатором – його необхідно очистити повністю.
Вібраційний дозатор конструктивно найпростіший та найменш енергозаторатний. Проте в випадку транспортування сумішей варто враховувати можливе розділення суміші на компоненти під впливом вібрації.
Найбільшою перевагою стрічкового транспортеру є те, що ваговою частиною може бути кілька чи одна роликопор. Вимірюючи масу матеріалу та швидкість стрічки можливо в безперервному режимі визначати продуктивність [5] .
У випадку з шнековим чи вібраційним дозатором два варіанти зважування: а) зважування цілої конструкції тягне за собою збільшення вантажопідйомності тензовимірювальних давачів – і як наслідок збільшення дискрети (зменшення найменшого можливого значення маси)
б) зважування матеріалу в окремій ємності тягне за собою паузи в безперервному режимі – як наслідок втрата продуктивності.
Висновки.
Для коректного вибору дозатора в першу чергу необхідно враховувати властивості матеріалу та його можливі варіанти взаємодії матеріалу з конструктивом дозатора.
Стрічкові дозатори безперервної дії є дуже корисним рішенням, коли потрібно забезпечити стабільну, точну і безперервну подачу сипкого або кускового матеріалу.
Результуючими параметрами стрічкового дозатора є продуктивність та точність зважування.
Список використаної літератури:
[1] Schwartz R. (2000) Automatic weighing-principles, applications and developments, Proceedings of XVI IMEKO World Congress, Vienna, 2000, pp. 259–267.
[2] Завантажувальні пристрої технологічних машин. Розрахунок і конструювання [Текст] : навч. посібник для студ. вищих навч. закл. / Ю. В. Кодра [и др.]. - Л. : Бескид Біт, 2008. - 356 с.
[3] Обладнання підприємств переробної та харчової промисловості/ І.С. Гулій, М.М. Пушанко, Л.О. Орлов та ін. За редакцією академіка УААН Гулого І.С.- Вінниця: Нова книга, 2001 – 576 с.
[4] Повідайло В.А. Вібраційні процеси та обладнання: Навч. посібник Львів. Вид. Національного університету “Львівська політехніка”, 2004 – 248 с.
[5] Dusan Ilic. Bulk solid interactions in belt conveying systems. University of Newcastle Research Higher Degree Thesis, http://hdl.handle.net/1959.13/1036832
|