Process of closed die forging is widespread applied due to the improved properties of the ready products. Despite relatively high cost there are approximately 30% of half-finished products are manufactured by closed die forging and nearly 90% are produced with flash so material utilization ratio is decreased by 50%.
Such high percentage of rejected material is explained by difficulties of flash assignment due to complexity of the flash flow, lack of reliable methods for calculation of required lateral resistance to material flow for complete filling die impression and lack of information about different parameters which directly influence this process and result of forging. Such problem is important especially for oblong forging with big variation in cross-section area.
Closed die forging with flash is the most common method of bulk forming processes. The geometry of the flash grooves directly affects the life of the dies and the production cost. Especially for complex forgings, when the metal flows through the flash land, the contact stress with the upper and lower groove is different, and the flow velocity is also not same, resulting in nonuniform flow of the materials in the flash land. In order to avoid defects caused by nonuniform flow, variable flash gap is recommended for complex “Bracket” type forgings [1]. Additionally, parts of complex shape with variable cross section is accompanied by excessive outflow of the materials of the workpiece into the flash. This is due to the need to ensure that the working impressions of the die are filled. According to the reference literature the flash volume can be defined as the product of its average cross-sectional area and the length of the line passing through the centres of gravity of the flash cross sections:
V = S ∙ P
S - is the cross-sectional area of the flash, which depends on the complexity of the forging and the area of the flash groove, determined from reference tables;
P - is the perimeter of the forging along the parting line.
Modelling of plastic flow for parts with an extended axis and a significant difference in cross sections of the "Bracket" type can be reduced to a plane problem only for elements of the "rod" and "stiffener" types, where it is permissible to simplify the problem to a plane deformation. Borysevych et al. [2] revealed that when the lower angle 4 degree and the upper 15 degree of the flash land are tilted, the flash detachment occurs almost simultaneously, which leads to the absence of its upsetting until the end of forging.
Hu et al.[3] proposed that final forging with unequal thickness in flash design improved the uniformity of velocity distribution on the key cross section and decreased the velocity difference in the dangerous area. Langner et al. [4] revealed that the influence of a variable flash gap leads to a changed material flow of the steel within the forging process resulting in a higher height of the parts, i.e. an improved filling of the cavity. Mirahmadi et al [5]. proposed that the effect of the flash width to thickness ratio depends on the amount of the excessive material. Gohil [6] presented the computer simulation approach would significantly improve the productivity and reduce the energy consumption of the overall process for the components which are manufactured by the closed die forging. An unequal-thickness billet (UTB) was employed in complex parts forging by Wei [7]. Not only the folding defect was avoided, but also the optimum die filling was obtained. The above studies are all aimed at improving the uniformity of metal flow during the forging process by selecting rational tool geometry, thereby improving the quality of forgings and reducing costs. Next, it is discussed that the selection of the flash grooves geometry in closed die forging with flash.
In fact, a geometry with expanding gap and additional groove has been employed in “Bracket” type forging. The flash groove is asymmetrical (the ratio of clearance is 1.2h0 /1.5h0; the ratio of the additional groove radius is 4/5) and the flash land is inclined (upper angle is 15 degree; lower angle is 4 degree). But, the results show that the nonuniform flow of the flash appeared in addition groove as shown in Fig. 1. Thus, further optimization of the flash groove geometry is required.
Fig. 1 A geometry with expanding gap and additional groove
FEM simulation results
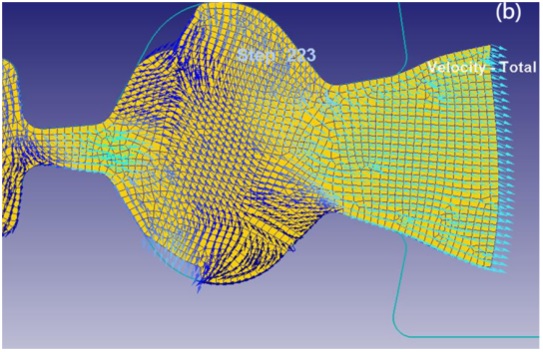
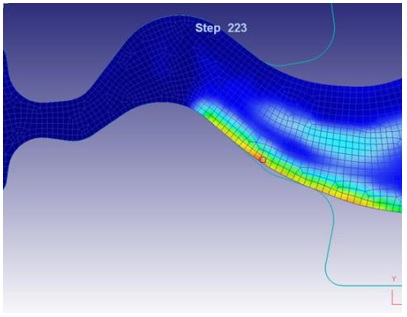
Finally, a new geometry with curved groove was found. It can get more uniform flow of flash and the faster separation of flash and flash land (minimization of upsetting of the flash on flash land as the most important factor of large force required ) as shown in Fig. 2.
Fig.2 Uniform flow of flash
Due to the flash is subjected to bending enough lateral restriction to the flash outflow is provided and complete filling of extremely deep impression occurred as shown in Fig. 3. Although, the resistance to deformation not lesser during the first stage, in the very end there is lesser force due to expansion of the groove.
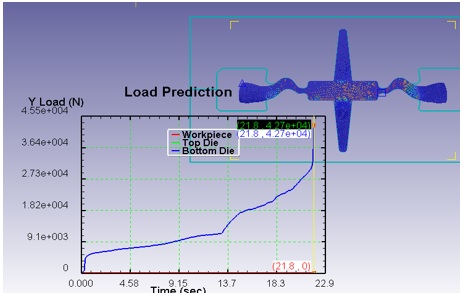
Fig. 3 Complete filling of the extremely deep impression
Conclusion
If one pay attention to the physics and stages of the flow of the flash, the following conclusion may be done that it is necessary to ensure a large resistance at the first stage and a significant reduction of this resistance at the last stage of the forging, i.e. to avoid upsetting of the flash on the flash land. Geometry of the flash land may be varied not only by width and height but by means variations of the angle of expansion and radius of curvature. Such combination of factors provides significant lateral restriction to the flash outflow during the first stage of the process. Further accurate definition is required for geometry of the curved flash land so study of the problem will be continued.
Reference
1. Langner, J., Stonis, M., & Behrens, B. A. (2015). Experimental investigation of a variable flash gap regarding material flow and influence of trigger forces. Production Engineering, 9(3), 289-297.
2. Борисевич В.В., Мохсен Закизаде Байгара. Выбор рациональных параметров мостика облойной канавки при моделировании открытой штамповки. «Открытые информационные и компьютерные интегрированные технологии» вып. 71, 2016, стр.136-144.
3. Hu, C., Zeng, F., Zhao, Z., & Guo, Z. (2015). Process optimization for design of duplex universal joint fork using unequal thickness flash. International Journal of Precision Engineering and Manufacturing, 16(12), 2517-2527.
4. Langner, J., Stonis, M., & Behrens, B. A. (2015). Experimental investigation of a variable flash gap regarding material flow and influence of trigger forces. Production Engineering, 9(3), 289-297.
5. Mirahmadi, S. J., & Hamedi, M. (2017). Flash gap optimization in precision blade forging. Int. J. Mechanical Engineering and Robotics Research, 6(3), 200-205.
6. Gohil, D. (2012). The simulation and analysis of the closed die hot forging process by a computer simulation method. J. Systemics, 10(3), 88-93.
7. Ke, W. et al. (2018). Unequal-thickness billet optimization in transitional region during isothermal local loading forming of Ti-alloy rib-web component using response surface method. Chinese Journal of Aeronautics, 31(4), 845-859.
|